




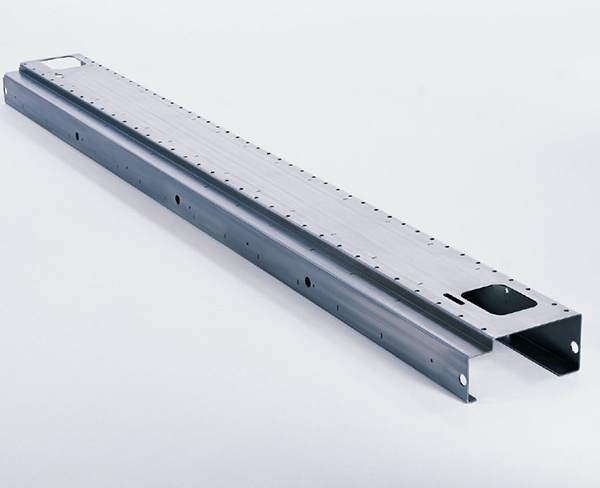
鈑金加工技術一般用到的材料有冷軋板(SPCC)、熱軋板(SHCC)、鍍鋅板(SECC、SGCC),銅(CU)黃銅、紫銅、鈹銅,鋁板(606、5052、00、060、6063、硬鋁等),不銹鋼(鏡面、拉絲面、霧面),根據產品作用不同,選用材料不同,一般需從產品其用途及成本上來考慮。鈑金車間加工部件的加工步驟為:產品前期試驗、產品加工試制和產品批量的生產。在產品加工試制步驟時,應及時與顧客溝通聯系,得到相應加工的評價之后,再進行產品批量的生產。






鈑金折彎加工如何計算折彎尺寸現代的鈑金折彎件加工工藝要求鈑金折彎展開準確,折彎加工后無需后續切割或剪切類加工就可以成為理想的鈑金折彎件,這就要求確計算鈑金折彎展開尺寸,并畫出折彎展開圖。目前較常規的計算方法是以截面中心層計算展開長度,認為中心層就是鈑金長度始終不變的一個層,其長度就是鈑金折彎展開的長度,它的位置剛好在板厚的一半處,對于一些要求精度不是太高的薄板大折彎角的零件,這種計算方法相對還是比較準確的,但對于厚板小折彎角鈑金零件的折彎,由于其中心層長度并非鈑金折彎展開的長度,以它的長度下料后再折彎時經常出現零件尺寸偏大的情況。

鈑金加工工藝流程你知道多少在噴涂之后進入裝配工序,裝配前,要將原來噴涂中用的保護貼紙撕去,確定零件內螺紋孔沒有被撒進漆或粉,在整個過程中,要戴上手套,避免手上灰塵附在工件上,有些工件還要用吹干凈。裝配好之后就進入包裝環節了,工件檢查后裝入的包裝袋中進行保護,一些沒有包裝的工件用氣泡膜等進行包裝,在包裝前先將氣泡膜裁成可以包裝工件的大小,以免一面包裝一面裁,影響加工速度;批量大的可定做紙箱或氣泡袋、膠墊、托盤、木箱等。包裝好后放入紙箱,然后在紙箱上貼上相應成品或半成品標簽。


 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


